Carte di Controllo
Il controllo di qualità industriale serve a monitorare le caratteristiche dei prodotti ottenuti mediante un processo di produzione e a verificare che essi abbiano delle caratteristiche conformi alle specifiche tecniche in vigore.
I limiti del controllo sono fissati a priori e sono conseguenza della politica di gestione qualità che l’azienda intende applicare ai propri prodotti. Limiti troppo stringenti significano frequenti allarmi, fermate della linea produttiva, azioni correttive e costi associati. Limiti troppo laschi comportano invece la possibilità di non accorgersi di difettosità nei prodotti, oppure di non capire che processo di fabbricazione stia peggiorando. In questo caso si perde l’occasione di intervenire in modo tempestivo e a volte si incorre in grandi quantità di scarti.
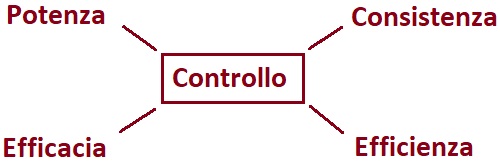
Un sistema di controllo deve essere:
- Potente: accorgersi il prima possibile dell’insorgere di un problema
- Efficace: dare una evidenza chiara del tipo di problema
- Consistente: essere solido, stabile nel tempo e adattarsi a diverse cadenze produttive
- Efficiente: ridurre al minimo i falsi allarmi
Le carte di controllo
Le carte di controllo sono strumenti di verifica dell’andamento del processo produttivo. Si applicano per utilizzare i dati relativi ai controlli effettuati sui prodotti. I risultati delle ispezioni vengono inseriti nelle carte, le quali reagiscono secondo criteri predefiniti ad ogni situazione contingente. Nel caso la qualità dei prodotti sia fuori dalle specifiche di accettazione, le carte di controllo segnalano un allarme. Succede molto spesso che le carte forniscano anche informazioni preziose per rimediare ai problemi occorsi.
Esistono due tipi di carte di controllo:
- Carte di controllo per attributi: basate su grandezze non misurabili
- Carte di controllo per variabili: basate su grandezze misurabili
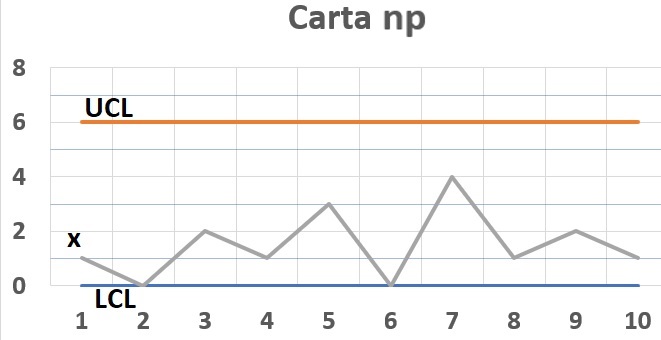
Ogni tipo di carta agisce monitorando i parametri oggetto di interesse e controllando che rientrino nei limiti di accettazione (LCL, UCL). I limiti sono solitamente definiti secondo criteri decisi a priori con il contributo degli esperti del processo. Serve contestualmente definire un modello matematico che approssimi in modo accettabile la natura del processo produttivo e preveda l’andamento delle variabili influenti sui risultati.
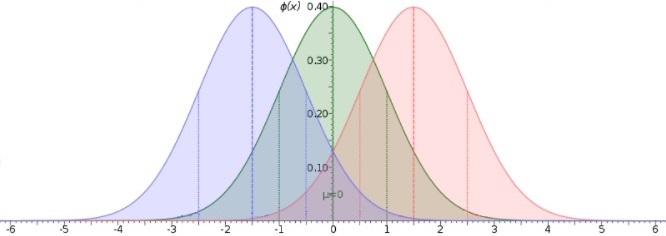
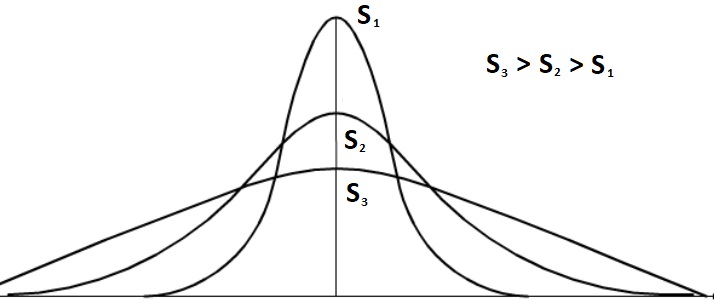
I limiti di controllo di un determinato parametro sono normalmente centrati sulla media della distribuzione statistica che lo governa. L’ampiezza della finestra di controllo si calcola come multiplo della deviazione standard. Essa rappresenta la dispersione di una variabile statistica attorno al valore medio.
La nota politica di qualità “6 Sigma” si riferisce appunto ad un controllo di parametro di processo eseguito centrandosi sulla media con limiti di ampiezza superiore e inferiore pari a 3 volte la deviazione standard di processo.
Carte di controllo per attributi
Le carte di questo tipo trattano parametri non misurabili che normalmente sono risultati di valutazioni di merito sull’accettabilità di un attributo: conforme, non conforme. Possiamo inlcudere in questa sezione le carte di tipo p o (np), c e u.
Carte p e np
Le carte p Esaminano la % di prodotti non conformi sul campione scelto.
La probabilità di avere un certo numero di pezzi difettosi in un campione di dimensione nota si calcola con la distribuzione Binomiale, conoscendo la probabilità di un singolo pezzo di essere difettoso. Per campioni sufficientemente grandi la distribuzione Binomiale si approssima alla Normale.

La carta p fornisce quindi un allarme quando la % di pezzi difettosi sul campione è troppo distante dal valore atteso, cioè è fuori dai limiti di controllo (LCL, UCL).
Esempio: controllo funzionale di un circuito stampato. Quanti ne funzionano su un campione di mille.
Le carte np misurano la quantità di pezzi difettosi nel campione (e non la %). L’utilizzo è analogo. A volte la carta np è ritenuta più semplice da applicare perchè tratta un numero intero di pezzi e non una grandezza relativa.
Carte c
Le carte c valutano il numero di difetti per unità di campionamento. Attenzione: non si tratta più di pezzi difettosi ma del numero di difetti, anche non gravi, che possono essere anche più dei pezzi stessi. L’unità di campionamento può essere costituita anche da molti pezzi. I difetti non sono necessariamente fatali per l’accettazione di un prodotto, ma interessa tenerne sotto controllo la quantità.
In questo caso il modello matematico utilizzato è la distribuzione di Poisson. Essa interpreta bene una situazione in cui i difetti possono nascere da molteplici cause, ognuna con bassa probabilità di occorrenza. Anche qui, per campioni sufficientemente grandi, la distribuzione di Poisson viene approssimata alla Normale.
Esempio: quanti difetti di saldatura scarsa ci sono in un campione di cento circuiti stampati. Non è detto che una saldatura scarsa significhi che il circuito non funziona.
Carte u
Le carte u esaminano la quantità di difetti per singolo pezzo. Anche in questo caso si utilizza la distribuzione statistica di Poisson approssimata alla Normale.
Esempio: quanti difetti di saldatura scarsa ci sono in un singolo circuito stampato. Non è detto che una saldatura scarsa significhi che il circuito non funziona.
Carte di controllo per variabili
Le carte di questo tipo trattano grandezze di controllo misurabili che si vuole restino entro i limiti di accettazione.
In questa categoria ci sono le carte di tipo X, R e S.
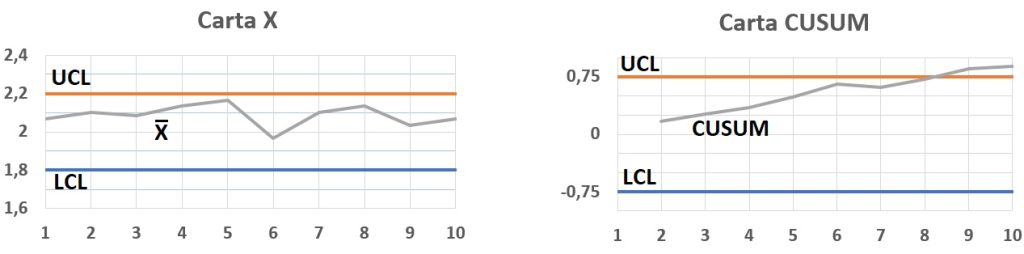
Carte X
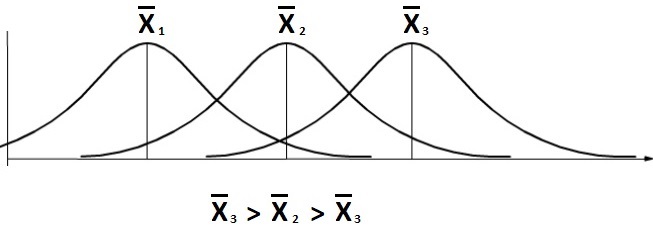
Le carte X riportano i valori della media di un parametro misurabile riscontrati in campioni di dimensione nota. Se i valori della media escono dai limiti accettabili la carta propone un allarme di processo. In questo caso i suppone che le origini delle deviazioni dei dati dal valore atteso siano causali e quindi approssimabili con una distribuzione Normale.
Come in precedenza, i limiti di controllo di un parametro si dimensionano centrandoli sul suo valore atteso. L’ampiezza della finestra di accettazione si calcola usando la dispersione attesa attorno alla media.

Esempio: qual è il valore medio del volume del materiale depositato nelle saldature di tutte le unità di un determinato componente montate su una scheda elettronica.
Carte R
Le carte R misurano lo spostamento del range tra valore minimo e massimo di un parametro misurabile all’interno di campioni di dimensione nota. Anche in questo caso le origini delle deviazioni rispetto ai valori attesi si suppongono causali e quindi il modello matematico di supporto è la distribuzione statistica Normale.
Esempio: qual è il range tra valore massimo e minimo del materiale depositato nelle saldature di un determinato componente montate su una scheda elettronica.
Carte S
Le carte S misurano il cambiamento della dispersione associata ai valori di un parametro misurabile rispetto al suo valore atteso, all’interno di un campione di dimensione nota. La distribuzione Normale è il riferimento anche in questo caso.
Esempio: qual la dispersione attorno alla media dei valori di volume del materiale depositato nelle saldature di un determinato componente montate su una scheda elettronica.
Carte di controllo per piccoli scostamenti: CUSUM, CUSUM FIR e EWMA
A volte c’è l’esigenza di monitorare piccole variazioni di deriva di un processo produttivo che ancora non originano scarti. Queste variazioni sono spesso dovute a fenomeni di usura o di peggioramento progressivo, che possono portare a seri problemi di fermi impianto se non si interviene in tempo.
Un esempio può essere la variazione del diametro di un pezzo meccanico ottenuto per tornitura: la quota oggetto di ispezione è ancora entro i limiti di tolleranza delle carte di controllo X e R, ma tramite una carta per piccoli scostamenti è possibile accorgersi dell’effetto di usura dell’utensile del tornio sul diametro esaminato. E’ quindi sensato intervenire per tempo, sostituendo l’utensile usurato prima che esso origini scarti di produzione e conseguenti costi di fermo impianto.
Le carte di controllo disponibili per misurare queste piccole variazioni sono CUSUM (o CUSUM-FIR) e EWMA.
La CUSUM è una carta che controlla la somma delle differenze dei valori di un parametro misurato attorno alla sua media nei vari campioni. Se le variazioni sono piccole e casualmente distribuite in eccesso e in difetto (cioè non ci sono problemi) allora la loro somma algebrica risulta attorno allo zero. Se le variazioni sono ad esempio tutte positive, la somma sarà sensibilmente superiore a zero e tanto maggiore quanto più grandi sono le deviazioni.
A volte si sceglie di imporre un valore iniziale di offset alla carta CUSUM, trasformandola in CUSUM FIR (First Initial Response).
La EWMA è invece una carta di controllo che usa una funzione matematica per pesare in modo esponenziale nel tempo le deviazioni di un parametro attorno al suo valore atteso. Lo scopo è sempre quello di monitorare i piccoli spostamenti di un parametro misurabile attorno al suo valore ideale.
Strumenti Informatici
Le carte di controllo possono essere gestite con Microsoft Excel.
I consulenti CAE Device sono in grado di assistere i Clienti nella definizione della politica di controllo qualità desiderata e nella redazione delle carte di controllo più appropriate allo specifico processo produttivo. Controllare la qualità dei prodotti è fondamentale per poter assumere impegni sempre più importanti con i clienti in un mercato altamente competitivo. Insieme è più facile!
Per ulteriori informazioni e preventivi: daniele@caedevice.net
